

2026-Group 13
Foundry Team with our Haptic Ramming Tool
Haptic Ramming Tool
Project team member(s): Ashley Davidson, Becky Miller, Jeremy Merritt, Zachary Larson
The motivation for this project comes from the challenge new ME 103/203 students face when learning green sand compaction in the foundry. Under compaction of green sand molds can cause sand break off and cause spills of molten metal. Our goal is to create a haptic-augmented foundry rammer that provides real-time vibrotactile feedback to alert users when they have reached the proper force for each layer. This tool aims to quantify and standardize the historically subjective task of knowing when sand has been rammed "hard enough". Ultimately, we hope to determine if this haptic augmentation provides a measurable improvement in helping students properly compact sand molds.
On this page... (hide)
Introduction
We are all Product Realization Lab (PRL) course assistants who specialize in the foundry, where teaching the sand casting "ram-up" process is a significant part of our work. This process requires students to compact sand layer-by-layer around self-designed patterns, with forces needing to increase sequentially to achieve proper compaction. Because instructing this subjective technique can be challenging, we believe a haptic device providing feedback on actual forces would be a highly appropriate educational tool to help students learn the necessary feel for the process.
Background
Current literature lacks direct examples of vibrotactile feedback integrated into manual foundry tools, so our theoretical framework relies on core haptics research. Papetti et al. (2017) demonstrated that human sensitivity to vibrations shifts dramatically depending on how hard a hand actively pushes. As participants press harder, the physical contact area of their finger increases, triggering "spatial summation" in the skin's Pacinian channel and increasing overall sensitivity. This suggests that as users apply more force to our tool, they will become better conductors for the mechanical waves.
Additionally, Veliky et al. (2024) explored low-cost load cells for haptics in surgical training. Their success in building cheap, disposable-friendly haptic components validates our approach to building a cost-effective training tool rather than a precision lab instrument.
Morris et al. (2007) supports the idea that haptic feedback can be used to teach force application as a motor skill. Their study asked participants to learn and recall a sequence of one-dimensional forces using haptic, visual, or combined visuohaptic feedback. While not as effective as visual or visual-haptic feedback, the haptic feedback alone still improved users� ability to learn force patterns, showing that force information can be communicated meaningfully through touch. This connects directly to our project because the tool not only measures force but also attempts to train the user to recognize and reproduce a desired applied force without relying on constant visual monitoring.
Bark et al. (2014) provide a useful precedent for using vibrotactile feedback as real-time guidance during physical skill learning. Their work focused on arm motion rather than force application, but the feedback structure is relevant to our application. Their system measured the user�s motion, compared it to a desired movement, and provided vibration cues to reduce error during training. They found that adding vibrotactile feedback to visual feedback helped reduce limb-angle error. This supports our decision to use vibration as a corrective cue for a manual task.
We chose to model our haptic ramming tool based on a traditional ramming tool used in the foundry, also called a �bench rammer.� For our intended use case, the tool is held with one hand around the middle section, and the other hand on the flat part of the �butt� (see diagram below). The �peen� is pressed into the sand to compact it in a zigzag pattern to create texture to hold layers together.

Ramming tool diagram
Manual ram-up processes, like the process used in the Product Realization Lab, are not well documented in research spaces. The current process is based on tacit knowledge passed between PRL course assistants over the years, leading to significant variation over time without quantitative measures of how the compaction of sand compares between different operators. Bast et al (2009) explored the force/compaction relationship during compression of foundry sand and analyzed the resulting density map throughout the sample. While the industrial computer tomography methods they used for analyzing the samples after compaction are beyond the scope of PRL capabilities, their insights into the force curve from sand deformation are relevant to understanding the compression of the sand as it is being compacted. The behavior of moulding sand under stress is non linear and can be approximated by several different equations or via a particle simulation.
Methods
Hardware Design and Implementation
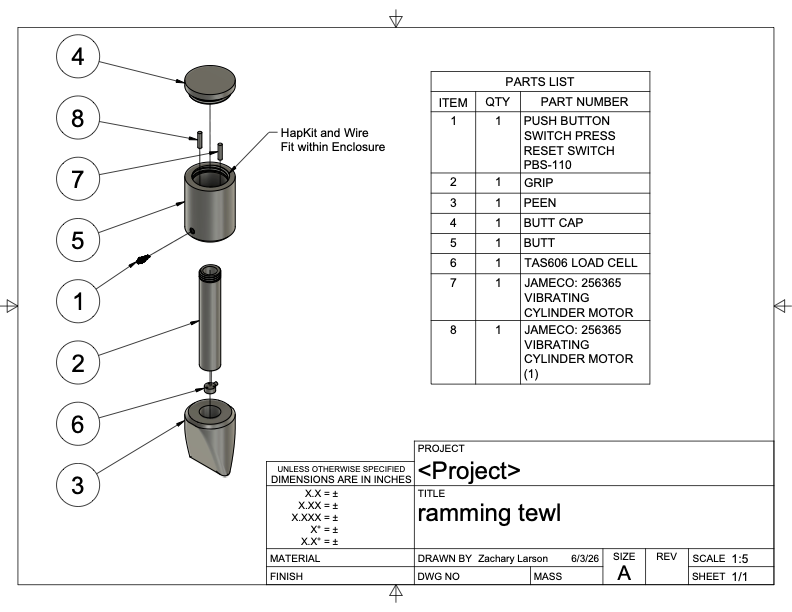
Assembly exploded view
The design integrates a 50kg capacity load cell (TAS606 disc) into a standard foundry peen. Because this specific load cell only allows mounting on one side, we designed the handle to thread into one side of the sensor while the other side utilizes a sliding fit over the handle. The system is powered by a microcontroller (Arduino Uno) and utilizes an HX711 amplifier and a motor driver circuit. For the physical feedback, we mounted Eccentric Rotating Mass (ERM) vibration motors to the handle.
System Analysis and Control
The microcontroller translates analog compressive force data from the load cell into real-time vibrotactile feedback using the ERM motors, which are tuned to approximately 250 Hz. The system isolates the complex haptic feedback into a single, controllable degree of freedom: downward compressive force. Instead of a basic on/off haptic alert, the device uses a state machine that controls the vibration motors based on the amount of force applied. The motors stay off until the user hits the target force threshold. Once that threshold is crossed, the system switches states and changes the vibration pattern using pulse width modulation based on how far the user has overshot the target. The longer pulse width creates the feeling of a more �angry� buzz, encouraging the user to back off. We performed a dynamic system analysis on our device, concluding from our latency calculations that there is up to a 0.19s time delay between the application of force and delivery of haptic feedback to the user. Please see our full analysis detailed here:
Attach:ME327_Dynamics_Analysis.pdf
Demonstration / Application

Testing the Haptic Ramming Tool at Demo Day!
Results
Preliminary force testing was conducted to determine the ideal target forces required for proper compaction at different mold depths. Based on participant-balanced averages, the target force for Layer 1 is set to 30 lbf, and the target force for Layer 2 is set to 60 lbf. We gathered user feedback at our open house demonstration via a Google Form. Responses from both novice users and those with experience in the foundry were helpful in providing feedback to us, with about a quarter of users having rammed up before. One user who had rammed up in the foundry before noted that the vibrations for the first layer were helpful in indicating when he should stop increasing his applied force- without the haptic feedback, he would keep going, so it provided a clear stopping point. Another user noted the inclusion of haptic feedback felt very relevant. Quantitatively, 16/16 users rated the noticeability of the haptic effect a 5/5 and said they could feel a difference between the two force thresholds.
Future Work
An immediate next step would be to test ram-up with our ramming tool and see how the parts turn out. Thus far, through our display at the open house, we were able to get a few �test pulls�. A test pull is a step students take when they are first testing a new pattern. They ram it up and test how well it pulls out of the sand. With mixes of novices and more experienced users at the open house, we saw some successful test pulls, suggesting our forces are compacting the sand properly around the pattern. To validate this further, we would like to take our tool through the full ram-up process, as there are several other areas where improper sand compaction can reveal itself, namely sprue cutting and pouring cup carving. Both of these are steps needed to ensure the proper flow of metal into the mold. First, a metal rod is pushed through the compacted sand, creating a channel for metal to flow into the part. This channel is called a sprue. Next, a round hole, or a pouring cup, is carved around the top of the sprue to give the pourer a larger surface to pour the metal into and allow for the metal to flow consistently. Improper packing can lead to the sand cracking at either or both of these crucial steps. Once our system has been fully tested and validated, we hope to use the tool for foundry education. Our current system of detailing layer by layer compaction forces is to tell students to use 50% of their force, followed by 75% of their force. This results in varying forces output by different foundry users. It is much more concrete instruction to hand someone a tool and have them physically feel how much force needs to be applied. We hope this tool can eventually be used in instructional labs to help standardize the sand compaction �ram-up� process.
Acknowledgments
Thank you to the outstanding ME327 teaching team for a wonderful quarter! Without you, this project would not have been possible. Thank you also to the PRL for inspiring this project and letting us bring a bit of the foundry to demo day!
Files
- CAD Models: https://a360.co/4dNmdNY
- Arduino Code: Attach:HapticRammingToolCode.pdf
References
1. Papetti, S., J�rvel�inen, H., Giordano, B. L., Schiesser, S., & Fr�hlich, M. (2017). Vibrotactile sensitivity in active touch: Effect of pressing force. IEEE Transactions on Haptics, 10(1), 113-122. 2. Veliky, Madison, Garrison L. H. Johnston, Ahmet Yildiz, and Nabil Simaan. "A Feasibility Study of a Soft, Low-Cost, 6-Axis Load Cell for Haptics." arXiv preprint, 2024. 3. Bast, J., Kadauw, A. & Malaschkin, A. Optimising of Moulding Parameters for Green Sand Compaction by Computer Simulation and a New Compaction Measuring Device. Inter Metalcast 3, 55-65 (2009). 4. Morris, D., Tan, H. Z., Barbagli, F., Chang, T. & Salisbury, K. Haptic Feedback Enhances Force Skill Learning. Proceedings of the Second Joint EuroHaptics Conference and Symposium on Haptic Interfaces for Virtual Environment and Teleoperator Systems, 21�26 (2007). 5. Bark, K., Khanna, P., Irwin, R., Kapur, P., Jax, S. A., Buxbaum, L. J. & Kuchenbecker, K. J. Effects of Vibrotactile Feedback on Human Learning of Arm Motions. IEEE Transactions on Neural Systems and Rehabilitation Engineering 23, 51�63 (2015).
Appendix: Project Checkpoints
Checkpoint 1
1. Project Hardware Status We are currently a little behind schedule, as our primary hardware order is still in transit. To maintain our overall project timeline and continue progress, we shifted our immediate focus to prototyping mechanical integration risks, specifically regarding the sensor mounts and actuator selection.
2. Load Cell Integration & Sliding Shaft Prototype The primary mechanical constraint we are working around is that our specific load cell only allows for single-sided mounting. Cantilevering a load on a single-sided mount risks introducing off-axis moments that would severely skew our force readings.
To solve this, we designed and physically prototyped a sliding shaft assembly to mechanically isolate the sensor. The shaft constrains the movement to a single axis, ensuring that any lateral or torsional loads are absorbed by the housing rather than the sensor. We integrated a retaining spring to hold the two sliding halves captive; this keeps the assembly securely mated under dynamic movement while ensuring the force transfer directly into the load cell remains strictly linear.
3. Haptic Actuator Selection For the haptic feedback loop, we established a two-stage testing plan to guarantee the user receives an adequate tactile response.
High-Output Contingency: Anticipating that the mass of our final mechanical assembly might damp the vibration of the smaller coin motors, we also sourced heavier-duty Jameco 256365 vibration motors.
Once the hardware arrives, we will run immediate A/B testing on both setups. If the standard disc motors lack the necessary amplitude to cut through the mechanical inertia of the device, we will immediately drop in the larger Jameco units to ensure clear haptic communication.
Photos here: https://drive.google.com/drive/folders/1upN5CkKifeXnWkuOm3mj9HftDyzQGwNk?usp=sharing
Checkpoint 2
This week, we made significant progress on our haptic ramming tool!
On the electronics side, we received our compression load cell and amplifier and successfully wired the system to calibrate the force sensor for accurate force readings. We implemented code to trigger the ERM motors when the measured force exceeds a specified threshold (20 lbf for initial testing). All four team members tested the setup and confirmed consistent motor activation when the threshold was reached.
On the mechanical side, we measured an existing ramming tool from the PRL foundry and developed a corresponding CAD model for our design. The model includes multiple threaded components that allow integration of the load cell, as well as a hollow cavity to house the Arduino and ERMs. We temporarily mounted the ERMs inside the handle and conducted user testing by applying force to the load cell while holding the tool. These tests confirmed that the resulting vibrations are clearly perceptible. We also evaluated a set of stronger ERMs to explore the achievable range of vibration intensity.
For our final mechanical design, we decided to manufacture the 'peen' end of the tool out of wood. We found a block of scrap wood, turned it down and hollowed it out on the wood lathe, and secured a small cylindrical piece of metal to interface with the end of the load cell. Our next steps are to confirm the fits between our ramming tool handle and this wooden piece, and install the load cell and vibrational motors in a more secure fashion than was used for our initial test. We also need to build out our code to have multiple modes for the different layers of sand compaction (i.e. changing force thresholds to trigger vibrations) and optimize the vibrational frequency and pattern to create the ideal haptic effect for our users.
See photos and videos from this week at this Google Drive link! https://drive.google.com/drive/folders/1KZXX7dadi6coXN2czpebqzaNh12w4EDs?usp=drive_link